刀具材料:熔煉高速鋼(普通高速鋼,高性能高速鋼),粉末冶金高速鋼,硬質合金
外廓尺寸:外徑Φ10 ~ Φ500;最大長度650
刀具標準:GB/T6084,DIN3968
鍵槽結構:軸向鍵槽,單端面鍵槽,雙端面鍵槽
切削場合:濕切,干切; 軟切,硬切; 高速,高效
制造范圍:m0.1 ~ m45的模數制m;徑節制DP;節距制CP
m0.1 ~ m6可做整體硬質合金滾刀
m0.1 ~ m32可做整體高速鋼滾刀
m7 ~ m45可做鑲片高速鋼滾刀
m2 ~ m45可做硬質合金刮削滾刀
m6 ~ m32可做雙切整體高速鋼滾刀(漸開線齒形和非漸開線齒形)
m0.4 ~ m30可做高速鋼蝸輪滾刀
漸開線齒輪滾刀
刀齒齒形:凸角、倒角、修形、齒頂全圓弧、全切等;及其上述任意組合齒形
剃前齒輪滾刀、磨前齒輪滾刀、刮前齒輪滾刀、擠前齒輪滾刀、漸開線花鍵滾刀、
全切齒輪滾刀、多頭齒輪滾刀、……
非漸開線齒輪滾刀
鏈輪滾刀、矩形花鍵滾刀、三角花鍵滾刀、帶輪滾刀、陰陽轉子滾刀、單圓弧滾刀、
雙圓弧滾刀、擺線齒輪滾刀、棘輪滾刀、……
合金刮削滾刀
整體硬質合金滾刀
雙切滾刀
跳齒滾刀
定裝滾刀
鑲片滾刀
齒條滾刀
鋸條滾刀
蝸輪滾刀
蝸桿類型:ZA、ZN、ZI、ZK、ZC1、ZC2、ZC3
刀具結構:孔式,錐柄(左柄,右柄),直柄
鍵槽結構:軸向鍵槽,單端面鍵槽,雙端面鍵槽
進給方式:徑向進給蝸輪滾刀,切向進給蝸輪滾刀
模數范圍:m0.5 ~ m30
螺 旋 角:≤40°
蝸桿頭數:≤12
刀具精度:AA、A
問題一、變模數變壓力角滾刀使用方法
1、安裝角(刀架轉角)SA
變模數變壓力角設計滾刀的安裝角SA,應與滾刀的螺旋升角λ和齒輪設計節圓螺旋角βj
(不是原齒輪分度圓螺旋角βf)的大小和方向相適應。
a 滾刀的旋向與齒輪的旋向相同時: SA = βj - λ
b 滾刀的旋向與齒輪的旋向相異時: SA = βj + λ
2、差動掛輪
a 使用機械式滾齒機加工時,差動掛輪按原齒輪參數計算。
b 使用數控滾齒機加工時,滾齒機計算機輸入的被加工齒輪參數和滾刀參數,必須是法向模數按輸入 變后法向模數(滾刀模數)、變后法向壓力角(滾刀壓力角)和齒輪設計節圓螺旋角βj,其余參數不變。 如果齒輪參數和滾刀參數可以分別單獨輸入,齒輪參數輸入按原齒輪參數;滾刀參數輸入按變后法向模數(滾刀模數)、變后法向壓力角(滾刀壓力角),其余參數不變。
3、變模數變壓力角法設計的滾刀是一種專用滾刀,不能被代用滾切其他參數齒輪。
問題二、不可盲目使用代用滾刀滾切其它參數齒輪,以免造成齒輪報廢
使用代用滾刀滾切齒輪之前,一定要通過理論驗算。即將代用滾刀參數與被切齒輪參數之間的相互數學關系驗算后,適合代用,才能決定是否代用。千萬不能盲目代用,造成被切齒輪的無謂報廢。有以下四種代用情況:
1、代用齒輪滾刀。當齒輪分度圓齒厚滾切合格時,齒輪全齒高不合格(或大或小)。這與齒輪的徑向變位系數X有關。
2、代用齒輪滾刀。當齒輪全齒高滾切合格時,齒輪分度圓齒厚不合格(或薄或厚)。這與齒輪的徑向變位系數X有關。
3、代用齒輪倒角滾刀。當齒輪分度圓齒厚滾切合格時,齒輪齒頂部的倒角量不合格(或大或小)。這與齒輪的徑向變位系數X和齒數Z有關。
4、代用齒輪凸角滾刀(磨前、剃前、刮前)。當齒輪分度圓齒厚滾切合格時,齒輪齒根部的挖根量(滾切漸開線起始圓直徑)不合格(或大或小)。這與齒輪的徑向變位系數X、齒數Z及單側齒廓留量Δ有關。
綜上所述,一般不建議代用滾刀。應是專刀專用,避免不必要的加工失誤和齒坯報廢。
問題三、涂層滾刀的復磨和復涂工藝過程注意事項
1、 復磨和褪涂的工藝過程是:首先是褪掉上次的涂層,再磨除前刀面和后刀面的磨損,然后復涂層。
2、 注意此工藝過程不能顛倒!
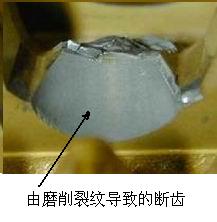
3、 假如帶涂層滾刀不褪涂直接復磨,因為涂層和滾刀基體的熱傳導率不同,基體材料傳導熱快,受熱后體積容易脹大;而涂層都是阻熱材料,熱傳導率差,熱傳導慢。這樣,已磨損的滾刀前刀面和后刀面基體外露部分,已無涂層,和還存在涂層的部分;在磨削時,造成兩部分的熱傳導不均勻,膨脹不均勻,容易造成熱局部集中,基體材料組織內產生熱應力釋放,局部容易產生微細熱裂紋,尤其是在滾刀齒根圓弧部位。目前,褪涂層的方法是使用化學藥水浸泡法,把刀具上涂層化學反應褪除。如果滾刀上存在微細裂紋,藥水容易進入微細熱裂紋中,對基體長時間(一般浸泡時間都在1小時左右)作用后,會腐蝕基體,造成裂紋擴展,或出現基體鈷元素析出,造成鈷流失。物理涂層(PVD)溫度是在500℃左右,進爐時間約10小時,如果滾刀上存在微細裂紋,在高溫長時間作用下,裂紋處容易擴展和存在相反方向的排斥應力。這樣,滾刀在滾切過程中,容易出現掉齒、崩刃、打刀等損壞問題。見下圖。


桿式滾刀

孔式蝸輪滾刀;右柄桿式蝸輪滾刀

齒條滾刀

整體硬質合金滾刀

單端面鍵滾刀

大直徑整體滾刀

雙切磨前滾刀

孔式小徑加長滾刀
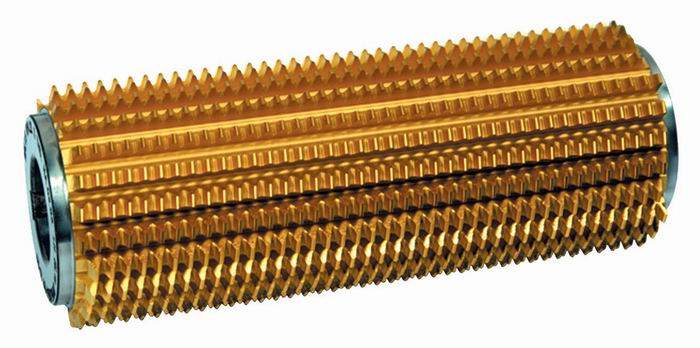
矩形花鍵滾刀

帶輪滾刀

鏈輪滾刀

雙圓弧齒輪滾刀

硬質合金刮削滾刀

跳齒滾刀

大模數鑲片齒輪滾刀

|